- Joined
- Jul 29, 2018
- Messages
- 377
- Reaction score
- 188
Revox B77 digital real time counter, Part 1 - the mechanicals..:
So since I am firmly locked away due to the C virus as many of you are, I have to keep myself entertained such that my sanity remains at fair levels...
Some time back, and with the prior purchase of 2 Revox B77?s, I had ventured down the path of a real time digital counter design of my own for one of the two units. There is no functional value to this modification apart from my desire to challenge myself to madness once more, plus I like the look, kind of brings a really pretty machine out of the 70?s era, which I believe it well deserves..
From a physical 5 x 7 segment led time count electronics, I already have that circuit which I designed many many years ago, basic cmos gating stuff, I?m too dumb for microprocessors, and in fact, it is already built and waiting on the shelf in the garage to go into the B77 pending some timing dividing electronics which can only be implemented at the bitter end, but that?s the ?easy? part, the challenge in this build are the mechanicals..
Now look, I am fully aware that one can purchase a screw in digital counter kit for this very machine from Studer themselves in Europe land, however this is not a real time counter, ie hrs:mins:secs, it just a 0000-9999 counter to fit in and take the place of the original mechanical counter, and for me that will not do..
There are options, you could purchase a later scrap Revox PR99 and carry over the parts as most would fit, but scrapped PR-99?s are hardly being tripped over locally, and frankly if they were available, I?d get that running instead of the B77..
Or... you can test your desire to challenge your marriage stability status and manufacture your own....
Now, sincerely, for me it is very important to maintain the aesthetics of the machine as much as possible, I mean, obviously things will change, but visual change must be limited as much as possible..
Just some old theory for the budding engineers out there, there are two principle ways that I know of to get a real time source.
The first one is some form of time code recorded onto the tape in its own track, normally nestled on the unused portion of tape between the 2 audio tracks.. now look, if you have the ability to recreate that, including the 4th head required to write and read the code, then please do not bother reading on because anything beyond this information is rather pointless and obsolete and you can consider yourself truly elite...
The second option is to receive a real time countable pulse stream directly relatable to tape travel, not reel travel, tape travel, because that is a fixed distance per second on all tape machines, which then translates to a fixed pulse count per time traveled, which then though clever grade 2 mathematics becomes a one hertz real time count reference pulse..
So you need a rotary encoder solution driven from a pulled that is directly linked to the tape path, something like the one I designed for my Technics RS-1500, or the idler wheel as standard on my Otari.
For those that are not electronic boffs (ps.. I?m no boff either..) but want to know a little more basics, a rotary encoder is like your linear digital vernier caliper, except that is operates in round round mode and not left right mode...the principle of operation is the same, you have a scale made up of a fixed number of masked and clear equally spaced segments, the "density" of which defines measurable distance resolution..
The scale is on the vernier shaft body, somewhere in the sliding head 2 optocouplers or magneto couplers are fixed, spaced out of phase with each other are slid along the length of the scale. Each masked to clear transition is picked up and serves as an trigger for pulse creation by one of the optocouplers.. the second optocouplers also creates a pulse stream exactly the same as the first, albeit out of phase with the first by some 90 degrees if I am not mistaken..
All that out of phase functionality creates is a way through some simple flip flop digital circuitry to tell whether the count must go up, or down, so in a sense it gives the movement a sense of identifiable direction..
This is no different in a rotary encoder solution, your masked/clear scale would be round instead of linear, with the scale being rotated around it?s axis, the rotation being picked up by once again two out of phase optocouplers, the pulse frequency defining the rotational speed of the scale disk, and the phase difference between the two optocouplers pulse steam defining rotational direction, ie clockwise (assume play and fast forward - count up trigger) or counterclockwise (assume rewind - count down trigger)..
The scale could be etched glass, printed clear plastic, or as simple as a machined slotted disk, all that is important is that the disk slots are perfectly equal, and that they effectively are able to create functional operating scenario for the optocouplers to read correctly..
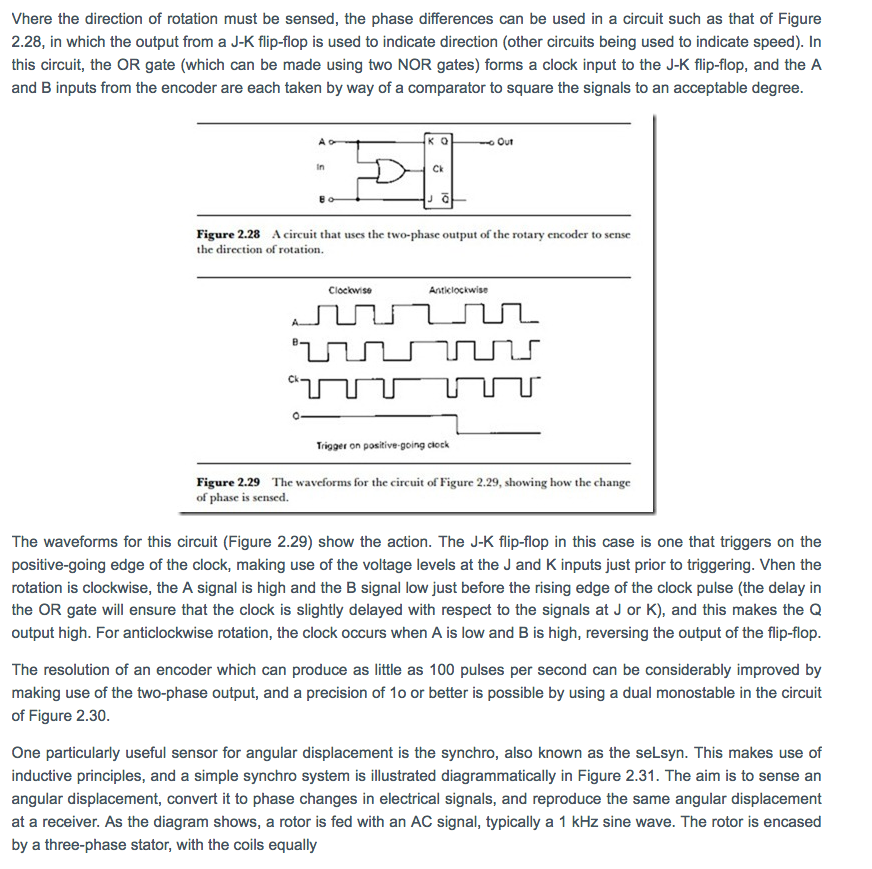
This image provides a simple enough explanation of the waveforms generated and the phase solution we need..
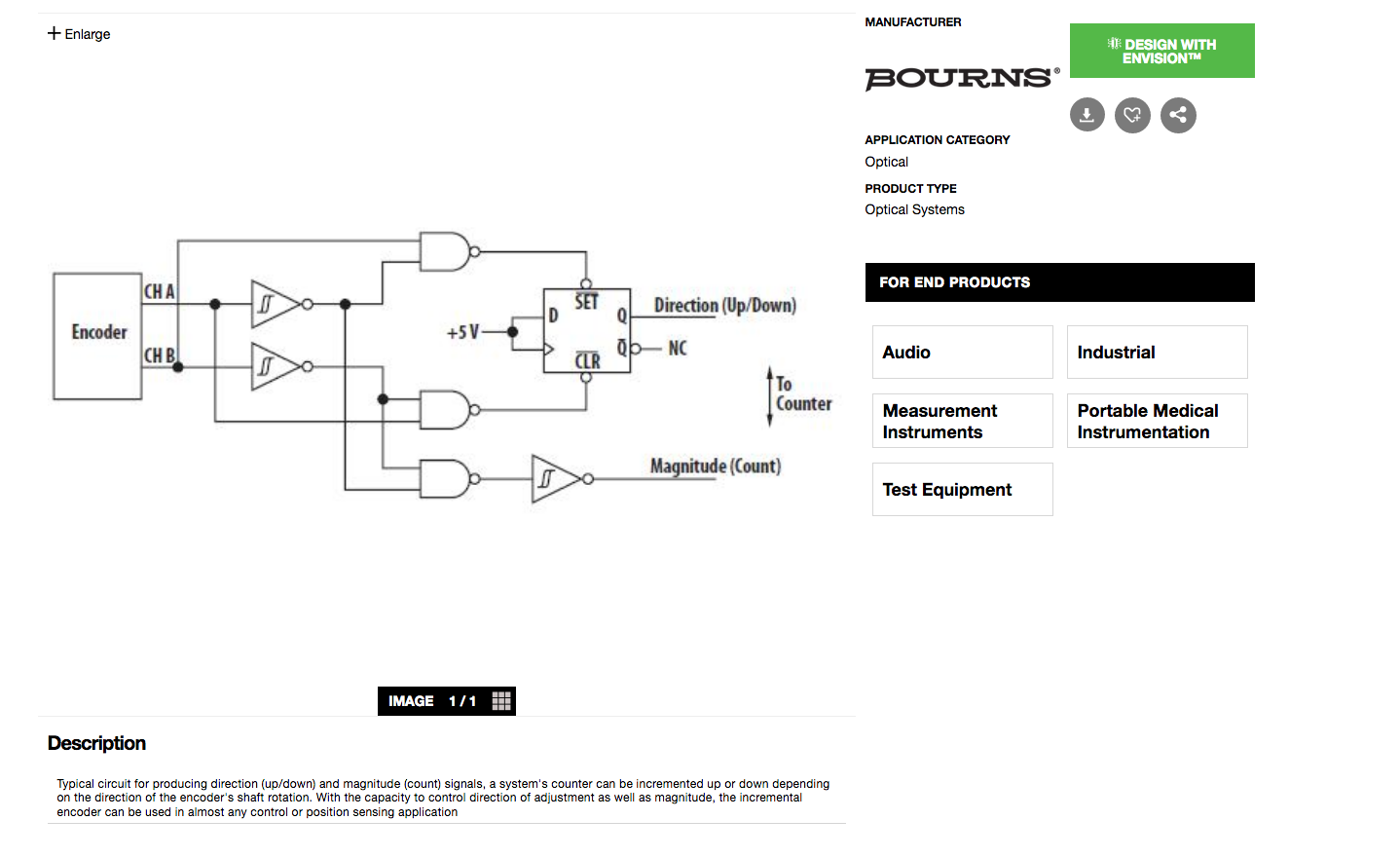
This image describes the gate solution for up / down count trigger:
Back to aesthetics, The B77 has a nice clean uncluttered tape path look, that is what I really want to maintain to the best of my limited ability, here below a picture of a previously engineered real time counter solution (not mine) fitted in place of the B77 tape splicing block, new pulleys and with all due respect to the original design an absolutely horrible tape path modification makes this look like a bears arse, not the solution I am looking for, but I bet one of the two pulleys incorporates a rotational encoder disk I refer to above....

My plan is to minimise visual impact, the counter itself will be on the left below the supply reel, as in the PR99. It will have limited functionality as in count, reset and return to zero, I honestly do not require anything more complex than that. The existing mechanical counter window will be masked with a Revox label probably engraved on an aluminium plate, neatly recessed into the panel, but that's for the future when the world opens up again..
So now that we have the theory out of the way, we need to examine the B77, and it?s mechanical design challenges that need to be overcome in order to create the correct solution, in a pretty way... again, I do not want a bears arse solution...
So read on if you wish, there will be plenty pics of many failures, but if you enjoy spanner stuff, you might well enjoy this too, but, remember its not all done yet, this is mechanicals only, the implementation of the electronics gathering dust on my garage shelf will only be once the component supply stores reopen for business, as I need a few transistors I do not have at home....
So since I am firmly locked away due to the C virus as many of you are, I have to keep myself entertained such that my sanity remains at fair levels...
Some time back, and with the prior purchase of 2 Revox B77?s, I had ventured down the path of a real time digital counter design of my own for one of the two units. There is no functional value to this modification apart from my desire to challenge myself to madness once more, plus I like the look, kind of brings a really pretty machine out of the 70?s era, which I believe it well deserves..
From a physical 5 x 7 segment led time count electronics, I already have that circuit which I designed many many years ago, basic cmos gating stuff, I?m too dumb for microprocessors, and in fact, it is already built and waiting on the shelf in the garage to go into the B77 pending some timing dividing electronics which can only be implemented at the bitter end, but that?s the ?easy? part, the challenge in this build are the mechanicals..
Now look, I am fully aware that one can purchase a screw in digital counter kit for this very machine from Studer themselves in Europe land, however this is not a real time counter, ie hrs:mins:secs, it just a 0000-9999 counter to fit in and take the place of the original mechanical counter, and for me that will not do..
There are options, you could purchase a later scrap Revox PR99 and carry over the parts as most would fit, but scrapped PR-99?s are hardly being tripped over locally, and frankly if they were available, I?d get that running instead of the B77..
Or... you can test your desire to challenge your marriage stability status and manufacture your own....
Now, sincerely, for me it is very important to maintain the aesthetics of the machine as much as possible, I mean, obviously things will change, but visual change must be limited as much as possible..
Just some old theory for the budding engineers out there, there are two principle ways that I know of to get a real time source.
The first one is some form of time code recorded onto the tape in its own track, normally nestled on the unused portion of tape between the 2 audio tracks.. now look, if you have the ability to recreate that, including the 4th head required to write and read the code, then please do not bother reading on because anything beyond this information is rather pointless and obsolete and you can consider yourself truly elite...
The second option is to receive a real time countable pulse stream directly relatable to tape travel, not reel travel, tape travel, because that is a fixed distance per second on all tape machines, which then translates to a fixed pulse count per time traveled, which then though clever grade 2 mathematics becomes a one hertz real time count reference pulse..
So you need a rotary encoder solution driven from a pulled that is directly linked to the tape path, something like the one I designed for my Technics RS-1500, or the idler wheel as standard on my Otari.
For those that are not electronic boffs (ps.. I?m no boff either..) but want to know a little more basics, a rotary encoder is like your linear digital vernier caliper, except that is operates in round round mode and not left right mode...the principle of operation is the same, you have a scale made up of a fixed number of masked and clear equally spaced segments, the "density" of which defines measurable distance resolution..
The scale is on the vernier shaft body, somewhere in the sliding head 2 optocouplers or magneto couplers are fixed, spaced out of phase with each other are slid along the length of the scale. Each masked to clear transition is picked up and serves as an trigger for pulse creation by one of the optocouplers.. the second optocouplers also creates a pulse stream exactly the same as the first, albeit out of phase with the first by some 90 degrees if I am not mistaken..
All that out of phase functionality creates is a way through some simple flip flop digital circuitry to tell whether the count must go up, or down, so in a sense it gives the movement a sense of identifiable direction..
This is no different in a rotary encoder solution, your masked/clear scale would be round instead of linear, with the scale being rotated around it?s axis, the rotation being picked up by once again two out of phase optocouplers, the pulse frequency defining the rotational speed of the scale disk, and the phase difference between the two optocouplers pulse steam defining rotational direction, ie clockwise (assume play and fast forward - count up trigger) or counterclockwise (assume rewind - count down trigger)..
The scale could be etched glass, printed clear plastic, or as simple as a machined slotted disk, all that is important is that the disk slots are perfectly equal, and that they effectively are able to create functional operating scenario for the optocouplers to read correctly..
This image provides a simple enough explanation of the waveforms generated and the phase solution we need..
This image describes the gate solution for up / down count trigger:
Back to aesthetics, The B77 has a nice clean uncluttered tape path look, that is what I really want to maintain to the best of my limited ability, here below a picture of a previously engineered real time counter solution (not mine) fitted in place of the B77 tape splicing block, new pulleys and with all due respect to the original design an absolutely horrible tape path modification makes this look like a bears arse, not the solution I am looking for, but I bet one of the two pulleys incorporates a rotational encoder disk I refer to above....
My plan is to minimise visual impact, the counter itself will be on the left below the supply reel, as in the PR99. It will have limited functionality as in count, reset and return to zero, I honestly do not require anything more complex than that. The existing mechanical counter window will be masked with a Revox label probably engraved on an aluminium plate, neatly recessed into the panel, but that's for the future when the world opens up again..
So now that we have the theory out of the way, we need to examine the B77, and it?s mechanical design challenges that need to be overcome in order to create the correct solution, in a pretty way... again, I do not want a bears arse solution...
So read on if you wish, there will be plenty pics of many failures, but if you enjoy spanner stuff, you might well enjoy this too, but, remember its not all done yet, this is mechanicals only, the implementation of the electronics gathering dust on my garage shelf will only be once the component supply stores reopen for business, as I need a few transistors I do not have at home....